In This Issue...
News
- RMC200 Lite & RMCTools
- Valve Linearization in RMCTools
- Modeling Pressure Changes in Hydraulic Systems - Hydraulics & Pneumatics
- Controlling Hydraulic Pressure - Hydraulics & Pneumatics
- Advanced Hydraulics and Controls Make Calendaring More Precise and Effiecient - Hydraulics & Pneumatics
- How Bode Plots Describe Servo Valves Specifications - Hydraulics & Pneumatics
- Delta Webinars
- Thanks for 2020!
Distributor Highlight
- Computer Controlled Solutions, Ltd.
People at Delta
Tech Tip
- EtherNet/IP I/O Data Limitations
Trade Shows & Conferences
Learning More About Delta
- Education & Training
- Useful Links
|
|
|
RMC200 Lite & RMCTools 4.17.0
Delta’s big news this quarter was the major expansion of our RMC200 motion controller family.
We’ve increased the number of axes on the current RMC200 from 32 to 50, which is maximum number of physical axes that fit in a RMC200 B15 Base module. And we’ve introduced the RMC200 Lite, a new version for up to 18 axes of control. (With the introduction of the RMC200 Lite, the current version will be called the RMC200 Standard).
Also, Delta is decreasing the minimum loop times from 250us to 125us for more responsive control on fast-responding systems. You can read the full press release here.
The new RMC200 Lite shares all of the I/O modules and features of the Standard. The only unique components of the Lite are the two Base options (B5L with three I/O slots and B7L with five I/O slots), and the new CPU20L module with the integrated power supply. The CPU20L uses a lower-power version of the same microprocessor used in the CPU40, which ensures identical operation, just with a lower limitation on the number of axes. See the RMC200 Product page for more information. |

New RMC200 Lite with B5L Base Module
|
|
Valve Linearization in RMCTools
A new frequently-requested feature is in RMCTools 4.17.0 - Valve Linearization using the Curve Tool. While Delta always encourages the use of linear response hydraulic valves, it is not always possible. Some valves are not available with linear spools. In addition, there are situations that require high flow rates but need very precise control response right around zero output, and non-linear valves can be useful here. In the latest RMCTools release, Delta has added a feature to compensate for non-linear response valves. Users can build the compensation using the Curve Tool, using information from the valve manufacturer's data sheet, and then apply it to the valve or valves using the Axis Tools.
A full description of the Valve Linearization feature is located in the RMCTools Help. Free downloads of RMCTools 4.17.0 are available on Delta's Downloads page. |
|
|
Modeling Pressure Changes in Hydraulic Systems
Here’s the math behind pressure changes in hydraulics.
by Peter Nachtwey
"Controlling pressure is key to motion and force control, but there is little understanding of how pressure is controlled. A common misconception is that pressure is “resistance to flow,” or that pressure is controlled by servo valves using the pressure gain curves. It is time to take a closer look at exactly what happens when a hydraulic system operates."
|
|
Controlling Hydraulic Pressure
Pressure control is achieved in hydraulic systems by metering the flow of a fluid into or out of a constrained volume.
by Peter Nachtwey
"Pressure control is achieved in hydraulic systems by metering the flow of a fluid into or out of a constrained volume. Relief valves and pressure-reducing valves are not pressure controllers. They limit or reduce pressure, but they do not really control pressure to a desired value. Pressure-reducing valves can only reduce pressure, and only by a set ratio. The output pressure is limited by the input pressure. Relief valves only limit pressure to a set value. Another limitation of these types of devices is that they use springs and are only proportional-control devices. They have no rate control or ability to change different pressures on the fly."
|
|
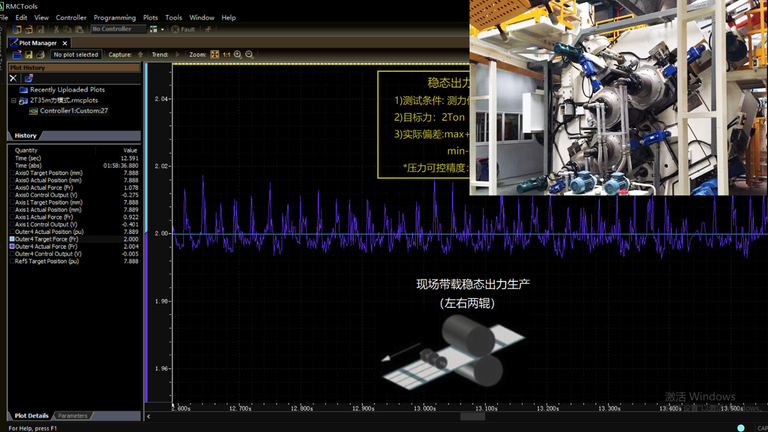
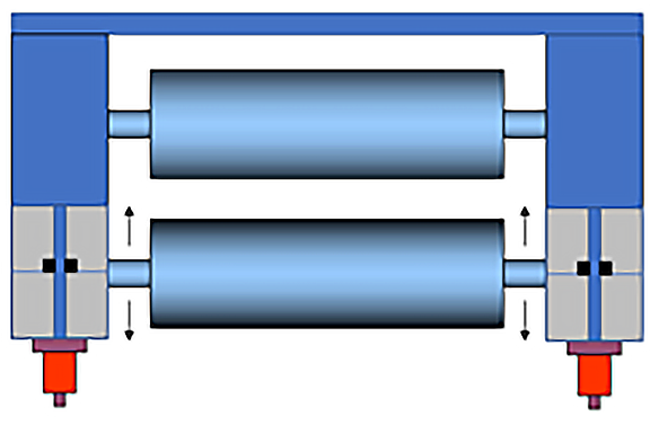
Advanced Hydraulics and Controls Make Calendaring More Precise and Efficient
The precision and stability of the hydraulics and controls make them a more accurate and reliable way to handle calendering.
by Stephen Mraz
"The calendering industry, like most others, is competitive, and calendering companies strive to keep up with, if not go beyond, the conventional technologies used in it to gain an edge. At JiangYin QinLi Rubber Machinery Co. Ltd. in China, management and engineers decided to upgrade their hydraulic actuators and controls to boost productivity and efficiency.
Calendering is the process by which textiles, plastics, metals and rubber are sent between a pair of hard rollers to smooth or finish them. The process was invented by Charles Goodyear, who used it on rubber in the 1800s. The Goodyear Tire & Rubber Co. remains a dominant player in the field of calendering to this day."
|
|
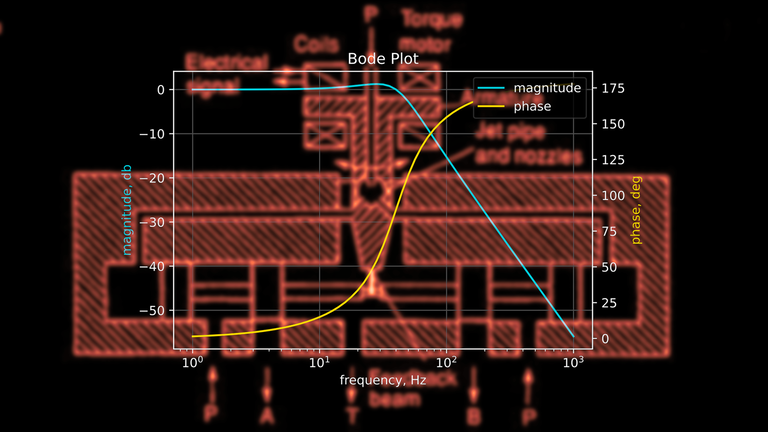
How Bode Plots Describe Servo Valves Specifications
Engineers should know and understand Bode plots to make the best of their valve decisions.
by Peter Nachtwey
"Valves good enough to be used in motion control applications have Bode plots in their specifications. The problem for engineers is interpreting what the Bode plots are trying to convey.
Basic Bode plots graph two lines of data: the magnitude or gain and phase. Both lines are plotted as a function of frequency. The frequency scale is logarithmic and may be in radians per second or Hertz (Hz). Most Bode plots for valves use a logarithmic frequency in Hertz."
|
|
Delta Webinars
Delta's webinars remain very popular, and we are setting the schedule for 2021. Here are the webinars from October, November, and December. As a reminder, we record these sessions so if you missed the live presentation you can still view them. You can find webinars at www.deltamotion.com/education/webinars, as a topic in Delta's Discussion Forum, or on YouTube at DeltaMotionControl. |
|
|
December - Using Plots and the Plot Manager
Delta Applications Engineer David McNichol covers some of the useful features of the Plot Manager in RMCTools, especially showing how to use plots to diagnose system problems. David demonstrates a wide variety of the functions built into the Plot Manager; different troubleshooting indicators like Position Error and Current Program/Step, setting visibility of Status Bits, triggering plot captures, and correlating plots to the Event Log. There are sections on the plot memory limits, how that impacts plot duration, history settings, and how to use plot data after it has been captured.
|
|
|
November - Using Curves
Delta's Motion Product Development Manager Jacob Paso covers the flexibility provided by the Curve Tool. There are a number of different ways this feature can be applied. There is a discussion of the commands within RCMTools specific to curves, as well as the technical limits and requirements for using them. The presentation covers some possible ways the Curve Tool can be applied in different motion and even non-motion scenarios.
|
|
|
October - Axis Synchronization & Gearing
Delta Application Engineer David McNichol covers some of the powerful features of the RMC motion controllers, axis synchronization and axis gearing. The ability to easily synchronize the movement of multiple actuators, or to gear the motion of certain actuators to other actuators at user-defined ratios in an easy-to-use format sets the RMCs apart from the majority of motion control products. RMCs can synchronize and coordinate motion between different kinds of actuators - for example, a servo-electric motor and a servo-hydraulic cylinder or cylinders. This webinar covers the different pre-programmed commands for synchronization and gearing, and the different approaches to the problem depending on the desired motion.
|
|
|
Thanks for 2020
In many ways, 2020 is a year to forget — COVID-19, politics, wildfires — good riddance!
For Delta, though, 2020 was a year of adaptation, relatively easy for our team-based system where we can draw ideas from everyone. We needed to stay open throughout the pandemic to support our many customers that supply essential products and services. So we implemented safe work practices to ensure products were shipped on time and customers continued to receive the responsive, knowledgeable tech support they have come to expect and enjoy.
During the shutdown, Delta began offering a series of webinars that have been very well-received. Development continued right along, with the new RMC200 Lite and updated RMC200 Standard released in November. And our development pipeline is full of new projects that are intended to provide the future capabilities that you need.
While our sales dropped sharply during the shutdown, they also rebounded quickly and strongly. The Asian-Pacific market was strongest earlier in the year, and later, the recovery became more broad leading to record monthly sales of our motion products in November.
I’d like to take this opportunity to invite feedback (including criticism) from the readers of this newsletter. If you have any ideas to help us improve our products or services, please let us know. We want to have the most powerful and easiest-to-use products, and we value your thoughts and suggestions.
And for each of you—I want to wish a wonderful Christmas and blessings for the New Year.
Steve Nylund / CEO
|
|
|
Distributor Highlight
CCS
As we did in the last newsletter, Delta welcomes a new European distributor. Computer Controlled Solutions, Ltd. of Warwickshire, UK, is now an authorized distributor for Delta's RMC products. CCS has a strong history of providing software control systems, test machines, production machines, and data acquisition systems for the aerospace, automotive, rail, and renewable energy industries throughout the United Kingdom. They have been an Alliance Member of National Instruments for more than 25 years, and can leverage that expertise to create a custom LabView program to meet the customer's needs. Adding the RMC to their portfolio allows CCS to apply their expertise in software and mechanical design, and rely on the RMC motion controller for fast, micron level positioning accuracy.
Value-adding distributors like CCS are a key component to Delta's commitment to local sales and customer service. You can visit the CCS website and see their product and service offerings using the link below. Welcome to all of employees at Computer Controlled Solutions, Ltd.
|
|
|
People at Delta
Delta's Production Department
Delta is fortunate to have a dedicated and talented Production team to assemble, test, and repair our RMC motion controllers and other products. Delta's commitment to providing quick delivery on reliable products without the typical obsolescence issues would be impossible without our expert technicians, engineers, and supply chain folks.
Our quality and procurement specialists make sure that the components and assemblies that make up our controllers and accessories Delta's performance criteria. Our production technicians test, burn-in, and retest the boards per our procedures. They then assemble the controllers and conduct a final test before shipping. Our electronic technicians have the expertise to troubleshoot and repair any modules as needed.
We are grateful for the efforts of all of our Production staff. As Delta launches a new product like the RMC200 Lite, it is the Production team's skills and expertise that ensure that there is product to ship to our customers. And thanks to their attention to detail and dedication to quality, Delta products have a reputation of providing years of trouble-free service.
|
|
|
Tech Tip
EtherNet/IP I/O data limitations
by Jacob Paso, Motion Product Development Manager
Issue
For RMCs with many axes, the number of registers supported by EtherNet/IP and PROFINET cyclic I/O may not be sufficient for the PLC to send commands directly to each axis via cyclic I/O.
Background
There are two main methods of approaching how the PLC controls an RMC.
- Send commands directly to the axes
- Start user programs
Both of these methods can be used simultaneously.
There are also two main methods of transferring data.
- Cyclic: Data is automatically transferred at a specified interval, such as 20 msec. For example, EtherNet/IP or PROFINET cyclic I/O.
- Explicit: Data is sent only when a PLC instruction is executed. For example, the Allen-Bradley MSG instruction.
Both of these methods can be used simultaneously.
Historically, with the RMC100, RMC75, and RMC150, some customers preferred that the PLC be in control of all the motion sequencing and send commands directly to the RMC’s axes via cyclic I/O. For the RMC75, 150, and 200, this requires up to ten 32-bit registers per axis. This worked well for lower numbers of axes, but as the number of supported axes in the RMC has increased, the communication protocols may not have enough data to do this.
Cyclic I/O Communications Data Limits
- EtherNet/IP: A typical EtherNet/IP cyclic I/O connection is limited to 124 registers in one direction, and 125 in the other direction. Some EtherNet/IP cyclic I/O connections can support Large Forward Open messages with 360 registers in each direction.
The RMC200 supports 3 EtherNet/IP connections. The first connection supports Large Forward Open with 360 registers in each direction, and the other two support 124/125 registers, for a total of about 608 registers in each direction.
Many PLCs, including Allen-Bradley, do not support Large Forward Open messages. Therefore, the total number of registers is about 3x124 = 372 registers. Some PLCs, such as Omron, do support Large Forward Open.
- PROFINET: A PROFINET cyclic I/O connection supports 256 32-bit registers in each direction, which the RMC200 supports.
Solution
If your RMC has many axes, and you send commands to them with 10 registers per axis, you may exceed the communication limit. Here are ways to solve this or work around it.
- Use fewer than 10 registers per axis
If you are only using commands with fewer than 9 parameters, then you don’t need to use the full 10 registers. For example, the Move Absolute command uses only 6 registers (and for linear axes, the last parameter is ignored, so it becomes 5 registers). By reducing the number of registers you are writing to for those axes, you may be able to write to more axes.
- Use explicit communications
You can send all or some of the commands via explicit instructions, such as the Allen-Bradley MSG instruction. For example, if some axes are commanded only occasionally, you can send those commands in a different manner than the cyclic I/O.
- Use User Programs
You can create user programs to handle the motion sequencing and send commands. Then the PLC need only start the user programs, which it can do by sending the Start Task command, or by writing to a variable that triggers a user program via the Program Triggers table.
|
|
|
Tradeshows & Conferences
Upcoming Trade Shows
Please check Delta's Trade Shows page in early 2021 for our anticipated trade show schedule for the coming year.
|
|
Learning More About Delta
Education & Training
Delta's in-person Classroom Training is now being offered again, following Washington State guidelines for personal protection and social distancing. Self-Paced, Live Online, and Custom trainings are being offered as usual. Please check Delta's Internet Training page frequently for schedule updates and added classes. You may also contact Delta by phone at (360) 254-8688, at technicalsales@deltamotion.com, or reach out to your Regional Sales Manager.
|
|
Self-Paced Learning
Delta also offers self-paced training options, as well.
- Video Tutorials An easy way to get up to speed on the RMC's features with easy to follow video guides.
- Online RMCs Try RMCTools or custom RMCLink programs when you don't have a physical RMC to test with.
|
|
Discussion Forum
Delta's Discussion Forum is a place for users to share ideas about User Programs, unique applications, or third-party equipment that works well with the Delta RMC Motion Controllers.
|
|
Distributor Only Website
If you are a Delta distributor and need a password or user ID, email us or call Delta at (360)-254-8688.
|
|
 Delta Computer Systems, Inc. Delta Computer Systems, Inc.
1818 SE 17th St. - Battle Ground, WA USA 98604-8579
P: 360-254-8688 - F: 360-254-5435
Delta Motion Ltd.
101 Rose Street South Lane - Edinburgh, EH2 3JG, United Kingdom
P: (+44) 0131 447 7924
|
|
|
|